
 語言
語言
語言
分析了旋轉閃蒸干燥機喂料螺旋主軸軸端密封結構及其漏料原因,將原盤根密封結構改為迷宮密封和氣體組合式密封,保證該旋轉閃蒸干燥機在惡劣的工況條件下能正常運行。
某氧化鋁廠2 ~4化學品氫氧化鋁生產線中,其烘干系統由SK235型楔形槳葉干燥機預干燥和XSG2800 型旋轉閃蒸干燥機干燥兩部分組成。旋轉閃蒸干燥機的喂料系統是由一臺Φ300mm×3 000mm 不銹鋼螺旋組成,用于楔形槳葉干燥機一級烘干后的氫氧化鋁物料輸送到旋轉閃蒸干燥機內進行二級烘干。3套烘干生產系統自2002年8月投用以來,發現喂料螺旋軸端密封處漏料漏風嚴重,最多時每班漏料量高達1000kg,不僅操作環境差,工人的勞動強度大,而且破壞了旋轉閃蒸干燥機的正常操作,同時還頻繁發生物料進入軸承卡死滾子和磨損軸頸等事故, 嚴重影響生產裝置的正常運行。
一、原因分析
從鼓風機送來空氣經蒸汽加熱器和電加熱器兩級加熱至250℃左右,從旋轉閃蒸干燥機底部沿切線方向進入機內,產生高速旋轉氣流與喂料螺旋送來的物料進行充分接觸混合使物料得以烘干。此時,旋轉閃蒸干燥機內的物料為熱風和磨蝕性能良好的干粉狀氫氧化鋁組成,機內壓力約為0.045MPa。
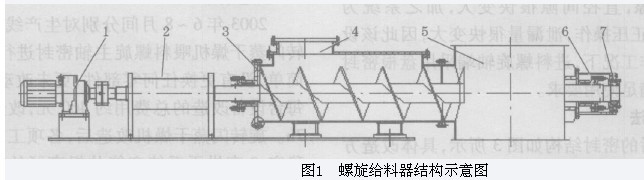
1——減速機; 2——軸承箱; 3——螺旋; 4——進料; 5——旋閃主機; 6——軸端密封; 7——軸承座
螺旋軸端密封結構
旋轉閃蒸干燥機進料采用螺旋輸送。因該螺旋較長,螺旋軸從旋轉閃蒸干燥機內穿過,設備采用三點支撐:即傳動端由2套軸承支撐和軸頭1套軸承支撐。螺旋軸軸端與旋閃干燥機筒體間的密封為單一填料密封。由于密封填料抗拉、抗剪切力和抗磨損性均較差,使用一段時間后填料與轉動體之間的吻合變差,密封效果降低。加之設備工況為0. 045MPa正壓操作,致使旋閃干燥機內物料外漏,嚴重時發生噴料現象。因此每隔一定時間需要壓緊或更換密封盤根,增加了勞動強度,而且不能徹底解決漏料問題。
改造前軸端密封結構
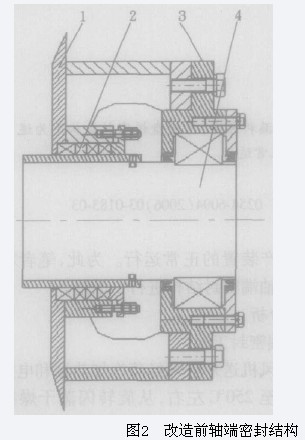
1———機體; 2———盤根密封; 3———軸承座; 4———主機
3、 原因分析
如圖2所示,由于盤根的彈性有限,隨著軸與填料的摩擦, 直徑間隙很快變大,
加之系統為0.045MPa正壓操作,泄漏量很快變大,因此該設備在此操作工況下,進料螺旋軸端采用盤根密封結構無法滿足使用要求。
二、旋轉閃蒸干燥機改造方法
改造后的密封結構如圖3所示,具體改造方法如下:
1、在密封內側加裝一套迷宮密封裝置,為提高密封效果,迷宮密封長度設計為120mm,考慮到設備的熱脹冷縮,
軸向原始密封間隙設計取5mm,在螺旋軸熱脹后的實際工作間隙約為2mm左右。
圖3 改造后軸端密封結構
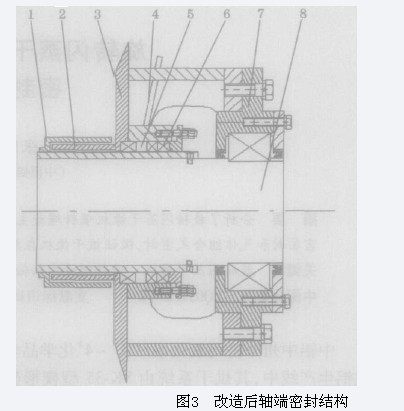
1———動環; 2———靜環; 3———機體; 4———冷卻風管; 5———隔環; 6———盤根密封;7———軸承座; 8———主軸
2、旋轉閃蒸干燥機正壓操作,為防止熱風和物料從迷宮密封中漏出,在原盤根密封腔中間加裝一個隔環,將密封腔分成兩部分,內側設置反向氣體密封,密封操作壓力略高于旋閃主機內的工作風壓;外側部分仍用盤根密封,防止反向密封氣體外漏。
 18136711288
18136711288





查看更多(共0)評論列表